Ívhúzásos csaphegesztés
Hogyan működik az ívhúzásos csaphegesztés?
Ennél a hegesztési eljárásnál egy hegesztési áramirányító szolgál energiaforrásként, amely egy folyamatos, időtartammal és áramerősséggel szabályozható ívet vezet be. A hegesztési időtartam általában 0,1 – 0,2 másodperc. Segédeszközként védőgáz vagy kerámiagyűrű használata lehetséges.
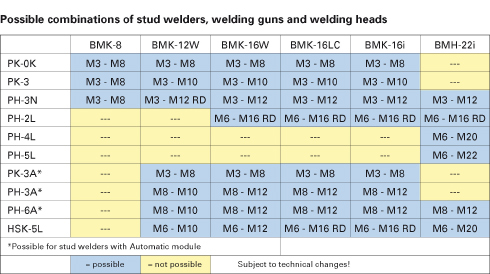
A hegesztőcsap a hegesztőfelülethez ér.
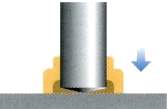
A hegesztőcsap elemelkedik a hegesztőfelülettől, a fényív begyújt
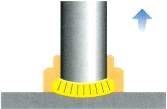
A hegesztőcsap belemerül az olvadékba, az olvadék megdermed, az illesztés létrejön.
Milyen területeken lehet ezt az alkalmazást hasznosítani?
A kb. 1-3 mm bemerülési mélység miatt ezt az eljárást alapvetően a 2 mm-nél vastagabb munkafelületeken ajánlott használni. Ez az eljárás nagyon jó minőségű illesztéseket eredményez, és főleg olyan hegesztési munkálatokhoz ajánlott, ahol a biztonságtechnikai szempontok az átlagosnál nagyobb jelentőséggel bírnak. Az eljárás többek között az acéliparban, a gépgyártásban, a hajógyártásban, a mély- és magasépítésben, az erőmű és atomerőmű építésben, a vasbeton építésben, a kazánépítésben egyaránt bizonyította alkalmasságát.